УДК 621.9-229: 006.351 Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Приспособления станочные ПРИЗМЫ С БОКОВЫМ КРЕПЛЕНИЕМ Конструкция
Holding devices Side fixing prisms Design
Дата введения 01.07.67
1. Конструкция и размеры призм с боковым креплением должны соответствовать чертежу и таблице.
Издание официальное
Перепечатка воспрещена
Б-В
s i/ (vO

Размеры в мм

* Размер определяется по формуле Li=L+1,207 D-0,5 В,
П р и м е р у с л о в н о г о о б о з н а ч е н и я призмы с боковым креплением для деталей диа" метром от 5 до 10 мм:
Прим mmi гост 1ж-м
ГОСТ 12197-66
2. Материал - сталь марки 20Х по ГОСТ 4543-71. Допускается замена на стали других марок с механическими свойствами не ниже, чем у стали марок 20Х.
3. Твердость рабочих поверхностей - 56... 61 HRC y . Цементировать h 0,8 ... 1,2 мм.
За. Опорные поверхности под крепежные детали - по ГОСТ 12876-67.
(Введен дополнительно, Изм. № 1).
4. Неуказанные предельные отклонения размеров: HI4, Ы Г

(Измененная редакция, Изм. № 2).
5. Допуск перпендикулярности поверхности Г относительно поверхности Д - 0,05 мм на длине 100 мм.
(Измененная редакция, Изм. № 1, 2).
6. (Отменен, Изм. № 1).
7. Покрытие - Хим. Оке. прм. (обозначение покрытия - по ГОСТ 9.306-85).
(Измененная редакция, Изм. № 1).
8. Маркировать партию деталей одного типоразмера на таре или упаковке с указанием условного обозначения.
(Измененная редакция, Изм. № 2).
9. Пример применения призмы с боковым креплением указан в приложении.
(Введен дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ
Справочное
ПРИМЕР ПРИМЕНЕНИЯ ПРИЗМЫ С БОКОВЫМ КРЕПЛЕНИЕМ

ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения СССР
Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
В. В. Андреев; В. Н. Дзегиленок, канд. тсхн. наук; Е. М. Коваленко; В. А. Петрова; К. И. Сокольский; А. 3. Старосельский (руководитель темы); А. В. Хренова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 10.08.66 № 920
3. Срок проверки- 1993 г. Периодичность проверки -5 лет
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Номер пункта
ГОСТ 9.306-85 ГОСТ 4543-71 ГОСТ 12876-67
5. ПЕРЕИЗДАНИЕ (июль 1990 г.) с ИЗМЕНЕНИЯМИ № 1, 2, утвержденными в июне 1980 г., марте 1988 г. (ИУС 9-80, 6-88)
6. Проверен в 1988 г. Снято ограничение срока действия (Постановление Государственного комитета СССР по стандартам от 17,03.88 № 585)
ГОСТ 12195-66 Приспособления станочные. Призмы опорные. Конструкция (с Изменениями N 1, 2)
Принят 10 августа 1966 годаКомитетом стандартов, мер и измерительных приборов при Совете Министров СССР
- ГОСТ 12195-66
- Группа Г27
- ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
- Приспособления станочные
- ПРИЗМЫ ОПОРНЫЕ
- Конструкция
- Holding devices. Knife-edges. Design
- Дата введения 1967-07-01
- ИНФОРМАЦИОННЫЕ ДАННЫЕ
- 1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения СССР
- Министерством станкостроительной и инструментальной промышленности СССР
- РАЗРАБОТЧИКИ
- В.В. Андреев; В.Н.Дзегиленок, канд. техн. наук; Е.М.Коваленко; В.А.Петрова; К.И.Сокольский; А.3.Старосельский (руководитель темы); А.В.Хренова
- 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 10.08.66 N 918
- 3. Срок проверки - 1993 г. Периодичность проверки - 5 лет
- 4. ВЗАМЕН МН 344-60
- 5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
- 6. ПЕРЕИЗДАНИЕ (июль 1990 г.) с ИЗМЕНЕНИЯМИ N 1, 2, утвержденными в июне 1980 г., марте 1988 г. (ИУС 9-80, 6-88)
- 7. Проверен в 1988 г. Снято ограничение срока действия (Постановление Государственного комитета СССР по стандартам от 17.03.88 N 584)
- 1. Конструкция и размеры опорных призм должны соответствовать чертежу и таблице.
-

- Размеры в мм
-
справ. Н7 Размеры для контроля Обозна- чения призм При- ме- няе- мость Диаметры зажимаемых деталей ±0,02 диам. конт. вала * h6 Мас- са, кг7033-0031 От 5 до 10 16 10 32 8 4,5 4 20 6 7,5 5 5 2 0,6 0,6 8 15,66 0,032 0032 Св. 10 до 15 20 12 38 14 5,5 26 8 10,0 6 7 4 1,0 12 19,49 0,055 0033 Св. 15 до 20 25 16 48 18 6,6 5 32 9 12,0 8 9 6 18 28,73 0,113 0034 Св. 20 до 25 20 55 24 40 11 8 22 34,56 0,163 0035 Св. 25 до 35 32 25 70 32 9,0 6 50 12 16,0 10 14 12 1,6 1,0 30 45,21 0,323 0036 Св. 35 до 45 40 32 85 42 11,0 8 63 16 20,0 12 18 16 40 50,28 0,615 0037 Св. 45 до 60 38 100 55 76 22 20 50 70,86 0,849 0038 Св. 60 до 80 50 45 120 70 13,0 10 95 22 26,0 14 28 25 1,6 70 94,50 1,467 0039 Св. 80 до 100 55 50 140 85 112 27 30,0 32 32 90 116,14 2,080 7033-0040 Св. 100 до 150 70 70 190 120 17,0 12 155 34 40,0 18 45 45 125 160,89 4,968 - Пример условного обозначения опорной призмы для деталей диаметром от 5 до 10 мм:
- Призма 7033-0031 ГОСТ 12195-66
- (Измененная редакция, Изм. N 1, 2).
- 2. Материал - сталь марки 20Х по ГОСТ 4543-71. Допускается замена на стали других марок с механическими свойствами не ниже, чем у стали марки 20Х.
- 3. Твердость рабочих поверхностей - 56...61 HRC. Цементировать h 0,8...1,2 мм.
- 3а. Опорные поверхности под крепежные детали - по ГОСТ 12876.
- (Введен дополнительно, Изм. N 1).
- 4. Неуказанные пред. откл. размеров: Н14, h14, .
- (Измененная редакция, Изм. N 2).
- 5. (Отменен, Изм. N 1).
- 6. Покрытие - Хим. Окс. прм. (обозначение покрытия - по ГОСТ 9.306).
- (Измененная редакция, Изм. N 1).
- 7. Маркировать партию деталей одного типоразмера на таре или упаковке с указанием условного обозначения.
- (Измененная редакция, Изм. N 2).
- 8. Пример применения опорной призмы указан в приложении.
- (Введен дополнительно, Изм. N 2).
- ПРИЛОЖЕНИЕ
- Справочное
- ПРИМЕР ПРИМЕНЕНИЯ ОПОРНОЙ ПРИЗМЫ
-

- Текст документа сверен по:
- официальное издание
- Приспособления станочные. Детали и узлы.
- ГОСТ 12189-66 - ГОСТ 12219-66.
- Часть первая: Сб. ГОСТов. -
- М. : Издательство стандартов, 1992
________________
* Размер определяют по формуле .
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москве
УДК 681.2 s 531.7 ; 006.354 Группа П53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРИЗМЫ ПОВЕРОЧНЫЕ И РАЗМЕТОЧНЫЕ
Prizms for verifyings and markings
Взамен ГОСТ 5641-59
Утвержден Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 10/XII 1966 г. Срок введения установлен
с 01.01. 1963 г, до 01.01. 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на призмы для установки изделий диаметром от 3 до 300 мм при поверочных и разметочных работах.
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
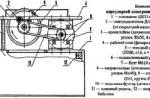
1.1. Призмы должны изготовляться трех типов:
I - с одной призматической выемкой и накладкой (черт. 1); И - с четырьмя призматическими выемками (черт. 2);
III -с одной призматической выемкой (черт. 3).
/-"Корпус призмы; 2--накладка; 3- винт крепления накладки.
Издание официальное Перепечатка воспрещена
* Переиздание (март 1980 г.) с изменением № 1, утвержденным в ноябре 1974 г. (МУС 12-^-1974 г.)»
4.6. Призмы должны храниться в сухих отапливаемых поме-щениях, в воздухе которых не должно быть примесей, вызывающих коррозию и порчу призм.
Редактор С. Г. В иль кина Технический редактор Ф. Я, Шрайбштейн Корректор М* Г. Байрашевская
Сдано в наб. 16.09.80 Поди, п псч. 20.05.81 0,75 п. л. 0 58 уч.-изд. л. Тир. 4000 Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов, Москва, Д-557, Ыовопресненский пср,. д. 3. Вильнюсская типография Издательства стандартов, ул. Миндауго, 12/14. Зак, 5476
Примечание. Черт 1-3 не предопределяют конструктивных размеров, не предусмотренных в табл. 1.
1.2. По точности изготовления призмы должны выпускаться трех классов:
призмы типа 1-0; 1 и 2-го классов;
призмы типа II-1 и 2-го классов;
призмы типа III-0; 1 и 2-го классов.
1.3. Основные размеры призм должны соответствовать ука* занным на черт. 1-3 и в табл, К
Таблица 1
Размеры, мм
| Типоразмеры |
Диаметры ваемых н |
устанавли-а призмы |
||||||||
Примечание. У призм типа П допускается уменьшение размеров В, L и И до 3% от указанных в табл. 1. Уменьшение размеров должно быть одинаковым для пары призм, входящих в комплект.
Примеры условных обозначений:
призмы с одной призматической выемкой и накладкой, размером 60X60X50 мм, 1-го класса точности:
То же, призмы с четырьмя призматическими выемками, размером 200х ЮОХ 180 мм, 2-го класса точности:
Призма 11-3-2 ГОСТ 6541-66
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Призмы должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Допускаемые отклонения размеров призм не должны превышать величин, указанных в табл. 2.
Таблица 2
Типоразмеры
Допускаемые отклонения, мкм
от симметричного расположения выемок относительно плоскости, перпендикулярной основанию н проходящей через его середину (на длине L)
от перпендикулярности боковые граней к основанию у призм типов I и Ш (в£ длине Я) н от взаимной перпендикулярности боковых граней у призм типа И (на длине В)
■ >> 11 со
о м о о S £
Стр, 4 ГОСТ S64i-66
2.2Л. Допускаемые отклонения размеров призм типоразмеров I-0, 1 и 2 классов, которым в установленном порядке присвоен Государственный знак качества, не должны превышать значений, указанных в табл. 2а:
Таблица 2а
| Допускаемые отклонения |
|||||||||||
| ““ ж ж й Ж о е; Ь Ж 4t О о< О ж О Р* 0 |
1 1 от -параллельности! ! призматических выемок боковым граням (на длине L) |
от симметричного расположения выемок относительно плоскости, перпендикулярной основанию н проходящей через i его сереДину (на длине L) |
§°^ а м « _ t |
£ о v R гг я X к |
разность расстояний выемок двух призм одного комплекта от |
основания |
|||||
| Классы точности |
|||||||||||
(Введен дополнительно, Изм/№ I)*
2.3. Призмы типов I и III должны быть изготовлены из стали марки ШХ 15 по ГОСТ 801-78 или марки X по ГОСТ 5950-73, а типа II - из серого чугуна не ниже марки СЧ 18 по ГОСТ 1412--79 пли высокопрочного чугуна марки ВЧ 45-5 по ГОСТ 7293-79.
2.4. Твердость рабочих поверхностей призм типов I и III должна быть не ниже HRC 58 по ГОСТ 9013-59 , типа II-НВ 170- 229 по ГОСТ 9012-59.
2.5. Шероховатость рабочих поверхностей призм по ГОСТ 2789-73 должна соответствовать указанной в табл. 3.
Таблица 3
2.5.1. Наработка до первого отказа призм должна составлять 2500 измерений при вероятности безотказной работы Р* - 0,8.
(Введен дополнительно, Изм. № 1)
2.6. Нерабочие участки боковых поверхностей и основание призм типов I и III (за исключением канавок на дне выемки), а также детали крепления должны иметь надежное антикоррозионное покрытие.
Необработанные поверхности призм типа II должны быть окрашены.
2.7. На поверхности призм не должно быть трещин, раковин, посторонних включений и других дефектов, ухудшающих внешний вид или влияющих на экслпуатационные качества призм.
2.8. Острые кромки призм должны быть притуплены.
2.9. Внутренние напряжения у призм должны быть устранены.
2.10. Призмы должны быть размагничены.
2.11. Зажимы у призм типа I должны обеспечивать надежное закрепление вала любого диаметра в пределах, указанных в табл. 1.
2.12. Комплект призм должен состоять из двух призм. По заказу потребителя допускается не укомплектовывать призмы.
(Измененная редакция, Изм. № 1).
2.13. (Исключен, Изм. № 1).
2.14. Изготовитель должен гарантировать соответствие всех выпускаемых призм требованиям настоящего стандарта. Гарантийный срок- 12 месяцев со дня ввода в эксплуатацию.
(Введен дополнительно, Изм. № 1).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. При поверке призм на соответствие требованиям п. 2.2 должны применяться следующие средства:
а) поверочная плита 0-го класса по ГОСТ 10905-75;
б) отсчетное устройство с ценой деления не более 0,001 мм;
г) поверочный угольник 0-го класса по ГОСТ 3749-77 ;
д) образцовый цилиндрический валик с погрешностью по диаметру и отклонениям от геометрической формы, не превышающими 0,001 мм для призм 0-го и 1-го классов и 0,002 мм-для призм 2-го класса.
3.2. Поверку параллельности призматической выемки основанию производят следующим образом: призму и штатив устанавли-
вают на плиту, образцовый валик вкладывают в выемку и по отсчетному устройству снимают показания у одного и другого конца валика (черт. 4). Разность показаний дает величину отклонения от параллельности. При снятии отсчета необходимо следить, чтобы наконечник находился в контакте с валиком по самой верхней его образующей (соответствует наибольшему показанию по отсчетному устройству).
Поверку производят по двум валикам разных диаметров.
3.3. Поверку параллельности призматической выемки боковым граням производят по методике, изложенной в п. 3.2, только в этом случае призму устанавливают па плиту боковой гранью (черт. 5), а образцовый валик закрепляют с помощью накладки (у призм типа I) или специального хомутика (у призм типов II и III).
Поверку для каждой рризматической выемки производят относительно обеих боковых граней.
3.4. Поверку симметричного расположения выемок у призм производят следующим образом: призму через промежуточный образцовый валик прижимают к штативу, а наконечник отсчет-ного устройства устанавливают перпендикулярно к грани призматической выемки (черт. 6). При измерении призму перемещают вдоль валика и снимают отсчеты показаний по отсчетному устройству у одного и другого края грани выемки. Затем аналогично поверяют расположение другой грани выемки.
Отклонение от симметричности расположения выемки будет равно 0,35 разности отсчетов показаний отсчетного устройства (у каждого края грани).
Поверку производят по двум сечениям каждой грани.
У призм типа II поверку производят по всем четырем призматическим выемкам.
3.5. Разность расстояний выемок двух призм одного комплекта от основания определяют по методике п. 3.2 (черт. 4).
3.6. Поверку перпендикулярности боковых граней к основанию у призм типов I и III и взаимной перпендикулярности боковых граней у призм типа II производят с помощью отсчетного устройства, предварительно установленного на «нуль» по поверочному угольнику соответствующей высоты. Угольник и призму прижимают к штативу через промежуточный образцовый валик (черт. 7).
7> 7 //7777777Г/)$///УУ//,
3.7. Поверку перпендикулярности призматической выемки к торцам производят при установке призмы на торец. В выемку вкладывают образцовый валик и закрепляют- его накладкой (у призм типа I) или с помощью специального хомутика (у призм тина III). Валик не должен выступать за торцы призмы (черт. 8).
Отклонение от перпендикулярности определяют по отсчетному устройству, установленному на «пуль» но поверочному угольнику, в соответствии с требованиями п. 3.6.
3.8. Шероховатость рабочих поверхностей призм (п. 2.5) должна определяться визуальным сравнением с образцами шероховатости соответствующих классов по ГОСТ 9378-75 .
3.9. Проверка размагниченности призм (п. 2.10) должна про-изводиться с помощью прибора типа ФП-1.
4. МАРКИРОВКА, УПАКОВКА. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. На торцах каждой призмы должны быть нанесены:
б) обозначение типоразмера и класс призмы;
в) порядковый заводской номер, общий для пары призм, вхср дящнх в комплект;
ГОСТ J641-66 Стр. 9
г) год выпуска или его обозначение;
д) номер настоящего стандарта.
4,2. Маркировка должна быть ровной и четкой.
4.2.1. Каждый комплект призм типоразмеров 1-0, 1 и 2 классов должен быть уложен в деревянный футляр.
4.2.2. На футляре должно быть нанесено:
а) товарный знак предприятия-изготовителя;
б) обозначение типоразмера и класс призм;
в) обозначение настоящего стандарта;
г) изображение Государственного знака качества по ГОСТ 1.9-67 для типоразмеров I-0 ? 1 я 2 классов, которым в установленном порядке присвоен Государственный знак качества.
4.2.3. Призмы должны быть подвергнуты консервации по ГОСТ 13168-69.
4.2.4. Сопроводительная документация призм I-0, 1 и 2 классов, которым в установленном порядке присвоен Государственный знак качества, должна содержать изображение Государственного знака качества по ГОСТ 1.9-67.
4.2.1-4.2.4. (Введены дополнительно, Изм. № 1).
4.3. Перед упаковкой поверхности призм, не имеющие антикоррозионного покрытия, должны быть промыты обезжиривающей и не вызывающей коррозии жидкостью, антикоррозионно обработаны, обернуты бумагой, не впитывающей смазку, и комплектами обернуты в плотную бумагу.
4.4. Для транспортирования призмы должны быть упакованы комплектно в деревянные ящики по ГОСТ 15623-79, выложенные внутри водонепроницаемым материалом.
При транспортировании ящики с призмами должны быть установлены так, чтобы исключалась возможность их перемещения.
При транспортировании призм в контейнерах должны соблюдаться требования настоящего пункта.
4.5. Каждый комплект призм должен сопровождаться документом, удостоверяющим его соответствие требованиям настоящего стандарта.
Документ должен содержать:
а) наименование организации, которой подчиненно предприятие-изготовитель;
б) типоразмер призм;
в) класс точности призм;
г) порядковый заводской номер комплекта;
д) дату выпуска;
е) подтверждение соответствия требованиям настоящего стандарта;
ж) номер настоящего стандарта,
Погрешности базирования. Основные понятия и определения
Согласно ГОСТ 21495-76 погрешность базирования - отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого.
Например, вследствие зазора между отверстием зубчатого колеса и валом ось колеса может сместиться относительно оси вращения, что нарушит нормальную работу зубчатой передачи.
Аналогично при установке втулки 1 на оправку 2 (рис. 2.23, а) ось втулки может сместиться в любом направлении и на любое расстояние в пределах зазора между отверстием и шейкой оправки. Это приводит при обработке (рис. 2.23, б) к погрешности взаимного расположения осей внутренней и наружной поверхностей. При установке партии втулок координаты, определяющие положение отдельной заготовки, являются случайными величинами, которые изменяются в определенных пределах. Условимся называть подобные установки установками с неопределенным базированием.
Рис. 2.23. Схема базирования втулки на оправке с зазором: а - смещение
втулки I по отверстию относительно оправки 2;
б - схема обработки поверхности 3
Погрешности базирования могут вызываться ошибками рабочего при установке заготовок или конструктора при проектировании приспособления. Например, из-за невнимательности рабочего между базой заготовки 1 (рис. 2.24, а )и опорой 2 может оказаться посторонняя частица 3, например,
стружка, что приведет к повороту заготовки. Толщина частицы Δ определяет линейную ошибку положения заготовки, измеренную в плоскости А , а угол поворота (φ = А/а , т.е. зависит также от расстояния а до центра вращения.
 Рис. 2.24. Влияние формы опоры на погрешность базирования:
Рис. 2.24. Влияние формы опоры на погрешность базирования:
а - погрешность базирования заготовки 1 из-за нарушения контакта
с опорой 2; б-улучшенный вариант формы опор
Исключив контакт вне опор 4 и 5 (рис. 2.24, 6 )и максимально увеличив расстояние между ними, можно уменьшить погрешности угловой ориентации заготовок. Поэтому в качестве направляющей базы обычно выбирают поверхности наибольшей длины, а в качестве установочной базы, определяющей угловую ориентацию относительно двух осей, – поверхность с наибольшими длиной и шириной. Напротив, увеличение площади контакта между опорной базой и заготовкой может привести к наложению на заготовку одной или двух избыточных связей и неопределенности положения заготовки. Для того чтобы уменьшить площадь контакта, в качестве опорной базы по возможности выбирают поверхность с наименьшими габаритными размерами.
В схеме на рис. 2.25, а рабочий для обеспечения контакта с левой опорой приложил к заготовке силу Q . Линия действия этой силы смещена относительно опоры на величину z . При определенных условиях момент силы, равный произведению Qz , может преодолеть момент сил трения между заготовкой и опорами и повернуть заготовку, т.е. вызвать появление погрешности базирования. Не обратив внимания на поворот заготовки, рабочий может закрепить ее, например, с помощью винтового зажима, ось которого перпендикулярна плоскости рисунка.

Рис. 2.25. Влияние выбора линии действия усилия закрепления и избыточной связи на положение заготовки
Поворот заготовки можно исключить, устранив избыточную связь, накладываемую зажимом, например, если сделать губку зажима качающейся (рис. 2.25, д). В этом случае число степеней свободы зажима будет равно двум
Погрешности базирования могут вызывать появление погрешностей обработки. Например, при обтачивании поверхности 3 (см. рис. 2.23, 6) смещение втулки 1 относительно оправки 2 приведет к отклонению от соосности обработанной поверхности и отверстия втулки.
Во многих случаях погрешность базирования возникает при несовпадении -технологических и конструкторских баз и определяется проекцией смещения конструкторской базы на направление выдерживаемого размера. В простейших схемах погрешность базирования равна погрешности размера, связывающего технологическую и конструкторскую базы.
Например, пусть необходимо обработать уступ (рис. 2.26, а), выдержав размеры 10* 0,1 и 40 – 0,2 мм. К онструкторскими базами, относительно которых задано положение уступа, являются плоскости А и В .
При наладке станка режущий инструмент устанавливается определенным образом относительно баз приспособления. В соответствии со схемой базирования совместим поверхности А, В и Е (рис. 2.26, 6) заготовки с базами приспособления и определим положение заготовки относительно станка и режущего инструмента. В этом случае поверхности А, В и Е являются технологическими базами заготовки.
Если же установка заготовки производится по схеме на рис. 2.26, в, то технологическими базами являются поверхности В, Г и Е , т.е. технологическая база - плоскость Г - несовпадает с соответствующей конструкторской базой А .
 Рис. 2.26.Операционный эскиз (а) и схема установки (б) с совмещением
Рис. 2.26.Операционный эскиз (а) и схема установки (б) с совмещением
конструкторской и установочной технологической баз при обработке уступа;
схема к расчету погрешности базирования при несовпадении
конструкторской и технологической баз (в)
При использовании схемы на рис. 2.26 ,б обработанные поверхности у всех заготовок партии займут одинаковое положение относительно плоскостей А и В , являющихся конструкторскими базами. Никаких колебаний в относительном расположении обработанных поверхностей и эскизных баз из-за погрешностей размеров заготовки не будет, т.е. погрешности базирования по размерам 40 и 10 мм равны нулю.
При использовании схемы на рис. 2.26,в погрешность базирования по размеру 40 мм ε б40 = 0. Горизонтальная сторона уступа у всех заготовок партии занимает одинаковое положение относительно плоскости Г. Однако положение эскизной базы у различных заготовок будет различным, так как размер заготовки 22 мм, связывающий технологическую и эскизную базы, колеблется от максимального значения 22 max до минимального значения 22 min . Колебания в положении эскизной базы относительно приспособления и, следовательно, относительно обработанной поверхности приводят к погрешности размера 10мм, который будет колебаться от минимального значения 10 min до максимального значения 10 max .
Установка валов на призму

Рис 2.27. Базирование вала при обработке паза

Приспособления станочные. Призмы опорные, ГОСТ 12195-66
Машиностроение. ГОСТ 12195-66 - Приспособления станочные. Призмы опорные. Конструкция. ОКС: Машиностроение, Станочные системы. ГОСТы. Приспособления станочные. Призмы опорные. Конструкция. class=text>
ГОСТ 12195-66
Приспособления станочные. Призмы опорные. Конструкция
ГОСТ 12195-66
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Приспособления станочные
ПРИЗМЫ ОПОРНЫЕ
Конструкция
Holding devices. Knife-edges. Design
Дата введения 1967-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения СССР
Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
В.В.Андреев; В.Н.Дзегиленок, канд. техн. наук; Е.М.Коваленко; В.А.Петрова; К.И.Сокольский; А.3.Старосельский (руководитель темы); А.В.Хренова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 10.08.66 N 918
3. Срок проверки - 1993 г. Периодичность проверки - 5 лет
4. ВЗАМЕН МН 344-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. ПЕРЕИЗДАНИЕ (июль 1990 г.) с ИЗМЕНЕНИЯМИ N 1, 2, утвержденными в июне 1980 г., марте 1988 г. (ИУС 9-80, 6-88)
7. Проверен в 1988 г. Снято ограничение срока действия (Постановление Государственного комитета СССР по стандартам от 17.03.88 N 584)
1. Конструкция и размеры опорных призм должны соответствовать чертежу и таблице.
Чертеж. Конструкция и размеры опорных призм
Размеры в мм
Размеры для контроля | |||||||||||||||||||
Обозна- | При- | Диаметры зажимаемых деталей | диам. конт. вала | Мас- |
|||||||||||||||
От 5 до 10 | |||||||||||||||||||
Св. 10 до 15 | |||||||||||||||||||
Св. 15 до 20 | |||||||||||||||||||
Св. 20 до 25 | |||||||||||||||||||
Св. 25 до 35 | |||||||||||||||||||
Св. 35 до 45 | |||||||||||||||||||
Св. 45 до 60 | |||||||||||||||||||
Св. 60 до 80 | |||||||||||||||||||
Св. 80 до 100 | |||||||||||||||||||
Св. 100 до 150 | |||||||||||||||||||
________________
* Размер определяют по формуле .
Пример условного обозначения опорной призмы для деталей диаметром от 5 до 10 мм:
Призма 7033-0031 ГОСТ 12195-66
(Измененная редакция, Изм. N 1, 2).
2. Материал - сталь марки 20Х по ГОСТ 4543-71. Допускается замена на стали других марок с механическими свойствами не ниже, чем у стали марки 20Х.
3. Твердость рабочих поверхностей - 56...61 HRC. Цементировать h 0,8...1,2 мм.
3а. Опорные поверхности под крепежные детали - по ГОСТ 12876.
(Введен дополнительно, Изм. N 1).
4. Неуказанные пред. откл. размеров: Н14, h14, .
(Измененная редакция, Изм. N 2).
5. (Отменен, Изм. N 1).
6. Покрытие - Хим. Окс. прм. (обозначение покрытия - по ГОСТ 9.306).
(Измененная редакция, Изм. N 1).
7. Маркировать партию деталей одного типоразмера на таре или упаковке с указанием условного обозначения.
(Измененная редакция, Изм. N 2).
8. Пример применения опорной призмы указан в приложении.
(Введен дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ (справочное). ПРИМЕР ПРИМЕНЕНИЯ ОПОРНОЙ ПРИЗМЫ
ПРИЛОЖЕНИЕ
Справочное
ПРИМЕР ПРИМЕНЕНИЯ ОПОРНОЙ ПРИЗМЫ
Jalapeno M Pepper Seeds 100 SEEDS NON-GMO
| $2.49 End Date: Saturday Jul-27-2019 18:12:47 PDT Buy It Now for only: $2.49 | |
| $2.49 End Date: Thursday Aug-29-2019 15:44:42 PDT Buy It Now for only: $2.49 |