К атегория:
Слесарно-инструментальные работы
Основные свойства инструментальных материалов
Материалы, применяемые для изготовления режущих инструментов, можно разбить на три основные группы:
1) инструментальные стали;
2) твердые сплавы;
3) неметаллические инструментальные материалы.
Инструментальный материал должен обладать определенными эксплуатационными свойствами, соответствующими условиям работы режущего инструмента. Твердость и прочность инструментального материала должна быть выше аналогичных параметров обрабатываемого материала (стали и чугуна). При резании рабочая часть инструмента нагревается до высоких температур, а его режущие кромки подвергаются интенсивному износу, поэтому инструментальный материал должен обладать высокими теплостойкостью и износостойкостью.
Инструментальные стали. Сплав железа с углеродом (содержание последнего составляет 0,1-1,7%) называют сталью. Стали, содержащие более 0,65% углерода и отличающиеся благодаря этому высокой твердостью, называют инструментальными.
Для улучшения эксплуатационных или технологических свойств инструментальной стали в ее состав вводят легирующие (улучшающие) элементы. Такие стали называют легированными и в их обозначение (марку) включают русскую букву, соответствующую названию легирующего элемента: X - хром (Сг); Ф - ванадий (V); Н - никель (Ni); К - кобальт (Со); Г - марганец (Mn); Т - титан (Ti); М - молибден (Мо); Б - ниобий (No); С - кремний (Si); Та - тантал (Та); В - вольфрам (W) и т. д.
Углерод в марке стали буквенного обозначения не имеет, а его содержание (в десятых долях процента) указывают в начале маркировки. Содержание легирующего элемента указывают в процентах после соответствующей буквы. Например, легированная хромокремни-стая сталь марки 9ХС содержит 0,9% углерода, 1% хрома и 1% кремния. Если содержание в стали углерода или легирующего элемента равно или примерно равно 1%, то единица в маркировке опускается. Например, сталь марки ХВГ содержит 1% углерода, 1% хрома, 1% вольфрама и 1% марганца.
Углеродистым инструментальным сталям в зависимости от содержания углерода присваивают марки У7А, У8А, У9А, У10А, УНА , У12А, У13А. Например, сталь марки У7А: углеродистая (буква У), содержит 0,7% углерода (цифра 7); высококачественная (буква А), т. е. имеющая пониженное содержание вредных примесей (серы и фосфора). Теплостойкость (QK = = 180-Ь220°С) и износостойкость углеродистых инструментальных сталей ниже, чем аналогичные параметры других инструментальных материалов. Чем выше содержание углерода, тем выше эти параметры.
Твердость (после отжига) 187-207 НВ является невысокой, поэтому эти стали хорошо обрабатываются резанием.
Закаленные углеродистые стали хорошо шлифуются. Эти стали (наиболее дешевые из инструментальных материалов) применяют для изготовления инструментов, работающих в условиях низких температур резания: деревообрабатывающих и слесарно-монтажных инструментов; шаблонов и калибров пониженной точности; напильников, шаберов, накатных роликов, метчиков и др.
К низколегированным инструментальным сталям относятся стали марок 9ХС, ХГС , ХВГ , ХВГС и др. Эти стали, содержащие около 1% углерода, а также хром (1%), марганец (1%), кремний (1%) и вольфрам (1%), характеризуются лучшей закаливаемостью, повышенными прокаливаемостью и теплостойкостью, меньшей склонностью к росту зерна.
Теплостойкость этих сталей QK - 250-260 °С, прокаливаемость составляет 40-50 мм, твердость (после отжига) 241-255 НВ. Обрабатываемость низколегированных сталей несколько хуже, чем углеродистых, они более склонны к прижогам при шлифовании.
Указанные стали используют для изготовления плашек, метчиков, сверл, разверток и др., а также штампов холодной штамповки.
Быстрорежущие стали применяют для изготовления режущих инструментов, работающих при высоких скоростях, усилиях и температурах резания. Эти стали отличаются высокими износостойкостью, теплостойкостью, прочностью и вязкостью. Быстрорежущие стали подразделяют на две группы: 1) стали, легированные вольфрамом и молибденом и содержащие до 2% ванадия (Р18, Р12, Р9, Р6М5, Р6МЗ и др.); 2) стали, леги-, рованные вольфрамом и кобальтом и содержащие свыше 2% ванадия (Р18Ф2, Р14Ф5, Р9Ф5, Р10Ф5К5, Р9К5, Р9КЮ и др.).
Первую группу относят к сталям нормальной производительности, а вторую - к сталям повышенной производительности.
В начале маркировки этих сталей стоит буква Р (что означает быстрорежущая), следующая за ней цифра указывает среднее содержание вольфрама (), последующие буквы и цифры обозначают наименования других легирующих элементов и соответственно их среднее содержание (). Кроме того, в быстрорежущих сталях содержатся углерод (0,7-1,5%), хром (3-4,4%) и некоторые другие элементы, которые в маркировке не указывают. Например, быстрорежущая сталь марки Р18 содержит 0,7-0,8% углерода, 17-18,5% вольфрама, 3,8-4,4% хрома, 1 -1,4% ванадия.
Высокие эксплуатационные свойства быстрорежущих сталей обеспечиваются благодаря их легированию вольфрамом, ванадием и молибденом, которые, соединяясь с углеродом, образуют соответствующие карбиды (WC, VC и МоС). Износостойкость быстрорежущих сталей в 3-5 раз выше, чем у углеродистых и низколегированных; теплостойкость составляет 620 °С, а при легировании кобальтом 640 °С. Наличие ванадия способствует образованию мелкозернистой структуры, что повышает прочность и снижает хрупкость стали.
Быстрорежущие стали обладают также высокими технологическими свойствами: закаливаются в нагретом масле, расплавах солей и при охлаждении на воздухе (т.е. не требуют резкого охлаждения); прокаливаются по всему поперечному сечению вне зависимости от размера заготовки.
Недостатками этих сталей являются высокая твердость в состоянии поставки (255-269 НВ); склонность к карбидной неоднородности; пониженная шлифуемость (особенно у сталей, легированных ванадием).
Наиболее распространенной является сталь марки Р6М5, применяемая для изготовления всех видов режущих инструментов, предназначенных для обработки (со скоростью резания до 1 -1,2 м/с) углеродистых и средне-легированных конструкционных сталей.
Твердые сплавы представляют собой металлические материалы, отличающиеся высокими теплостойкостью, износостойкостью и твердостью. Теплостойкость и твердость этих сплавов соответственно в два раза и 1,3-1,4 раза выше аналогичных параметров быстрорежущей стали марки Р18. Поэтому и стойкость твердосплавных инструментов значительно выше стойкости быстрорежущих инструментов, причем это преимущество тем больше, чем выше скорость резания.
Твердые сплавы, изготовляемые методом порошковой металлургии (путем прессования в формах измельченных металлических порошков и последующего их спекания при высоких температурах), называют металлокерамиче-скими.
Основой металлокерамических твердых сплавов являются зерна карбидов вольфрама (WC), титана (TiC) и тантала (ТаС), которые связаны между собой кобальтом (прочным и пластичным материалом). Размеры зерен обычно не более 1-2 мкм. Кобальт заполняет все пространство между зернами, не оставляя пустот (пор), и цементирует их.
Твердые сплавы подразделяют на три группы: вольфрамовые (В); титановольфрамовые (ТВ); титанотан-таловольфрамовые (ТТВ ). Сплавы группы В состоят из карбидов вольфрама, связанных кобальтом. К этой группе относят сплавы марок ВК.З, ВК4, ВК6, ВК8 и др. Здесь буква В означает вольфрамовый; К - кобальт; цифра, следующая за буквой, содержание кобальта в . Например, сплав марки ВК8 содержит 8 кобальта и 92% карбидов вольфрама.
Твердые сплавы группы ТВ состоят из карбидов титана и карбидов вольфрама, связанных кобальтом. К этой группе относят сплавы марок Т5К.Ю, Т15К8, Т15К6, Т30К4. Сплав марки Т15К6 содержит 15% карбидов титана, 6% кобальта и 79% карбидов вольфрама.
К третьей группе относят твердые сплавы марок ТТ7К12, ТТ10К8, ТТ20К9 и др., состоящие из карбидов вольфрама, карбидов титана, карбидов тантала, связанных кобальтом. Твердый сплав марки ТТ7К12 содержит 12% кобальта, 7% карбидов титана и карбидов тантала и 81% карбидов вольфрама.
Твердость металлокерамических твердых сплавов составляет 87-92 HRA . С увеличением содержания кобальта твердость и износостойкость сплавов снижаются, но одновременно возрастают их вязкость и прочность.
Теплостойкость сплавов первой и второй группы составляет около 1000 °С; сплавов третьей группы - 1050- 1100 °С.
Твердые сплавы группы В применяют при обработке заготовок из чугуна, цветных металлов и их сплавов и неметаллических материалов (пластмасс, стеклопластиков и др.); сплавы группы ТВ - при обработке углеродистых и легированных сталей; сплавы группы ТТВ - при обработке труднообрабатываемых материалов, коррозионно-стойких и жаропрочных сталей и сплавов, титановых сплавов, при черновом точении и фрезеровании стальных заготовок. Выпускаются два типа твердосплавных пластин - для напаивания на державки и корпуса инструментов и для механического закрепления на них (последний вид крепления предпочтительный). Назначение, форма, размеры и степень точности твердосплавных пластин установлены стандартом.
Минералокерамические твердые сплавы состоят из огнеупорных оксидов алюминия (А1203) или циркония (Zr02), связанных стекловидным веществом. Эти сплавы, изготовляемые методом прессования порошков указанных оксидов с последующим их спеканием, имеют высокие твердость (91-92 HRA ), теплостойкость (1300 °С) и износостойкость, но они очень хрупкие.
Несколько менее хрупкими являются керметы - твердые сплавы, у которых огнеупорные окислы связаны металлами (железом, никелем, титаном и др.), Минерало-керамику и керметы применяют для чистового точения (со скоростью 4-5 м/с) заготовок с равномерным припуском; при этом обязательным условием является высокая жесткость станка и технологической оснастки.
В последние годы в качестве инструментальных материалов для лезвийного инструмента (резцов, сверл, фрез) применяют монокристаллы природного алмаза и поликристаллы синтетического алмаза и кубического нитрида бора (эльбора). В зависимости от исходного сырья, легирующих добавок и технологии производства получают различные виды эльбора, называемые композитами.
Алмазные лезвийные инструменты применяют для высокопроизводительной чистовой и получистовой обработки (со скоростью резания 5-10 м/с) цветных металлов и сплавов, титана и неметаллических материалов.
Лезвийные инструменты из эльбора используют для чистовой обработки (со скоростью резания 0,7-1,7 м/с) закаленных легированных и закаленных инструментальных сталей. Такая производительность невозможна при резании другими инструментальными материалами. Например, при обработке резцами из эльбора скорость резания достигает 7-12 м/с, т. е. приближается к скорости шлифования.
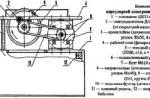
Для изготовления обрабатывающего инструмента в основном применяют четыре группы инструментальных материалов (инструментальные стали, твердые сплавы, сверхтвердые материалы, режущая керамика), каждая из которых подразделяется на несколько подгрупп (рис. 1). Ни один из этих инструментальных материалов не является универсальным и занимает свою нишу в соответствии с показателями вязкости, прочности, износостойкости и твердости.
Рисунок 1 - Классификация инструментальных материалов
В таблице приведены данные о распространенности в России и в мире инструментальных материалов:
Быстрорежущие стали - Высоколегированные инструментальные стали высокой твердости с карбидным упрочнением и содержанием углерода свыше 0,6 %. Повышение качества быстрорежущих сталей достигается при использовании порошковой металлургии (ПМ). Характерными свойствами быстрорежущих сталей, изготовленных методом ПМ, являются высокая прочность на изгиб, в 1,5-2,5 раза более высокая стойкость по сравнению с традиционными марками.

Рисунок 2 - Характеристики инструментальных материалов
Твердые сплавы - это продукты порошковой металлургии, состоящие из зерен карбидов тугоплавких металлов (WC, TiC, TaC), скрепленных вязкой металлической связкой. Чаще всего в качестве связки используется кобальт, отличающийся хорошей способностью смачивать карбиды вольфрама. В твердых сплавах, не содержащих карбидов вольфрама, в качестве связки используется никель с добавками молибдена.
Карбиды вольфрама, титана и тантала обладают высокой твердостью и тугоплавкостью. Чем больше в твердом сплаве карбидов, тем выше его твердость и теплостойкость, но ниже механическая прочность. При увеличении содержания кобальта растет прочность, но твердость и теплостойкость снижаются.
Современные твердые сплавы можно классифицировать по составу на четыре основные группы:
- § вольфрамокобальтовые (ВК) твердые сплавы WC-Co;
- § титановольфрамокобальтовые (ТК) твердые сплавы WC-TiC-Co;
- § титанотанталовольфрамокобальтовые (ТТК) твердые сплавы WC-TiC-TaC-Co;
- § безвольфрамовые (БВТС) твердые сплавы TiC (TiN)-Ni-Mo.
В зарубежной литературе все твердые сплавы, содержащие вольфрам, называются вольфрамовыми, а не содержащие вольфрама - титановыми.
Вольфрамовые или вольфрамокобальтовые (ВК) твердые сплавы (однокарбидные) состоят из карбида вольфрама WC и кобальта (связки). Сплавы этой группы различаются содержанием кобальта (от 3 до 15%), размерами зерен карбида вольфрама и технологией изготовления. При увеличении содержания кобальта увеличиваются предел прочности твердого сплава при изгибе, ударная вязкость и пластическая деформация, однако, при этом уменьшаются твердость и модуль упругости.
Вольфрамокобальтовые твердые сплавы рекомендуются преимущественно для обработки материалов, дающих при резании стружку надлома: чугунов, цветных металлов (бронз, силуминов, дуралюминов), стеклопластиков. Мелкозернистые и особомелкозернистые сплавы этой группы (имеющие в обозначении буквы М и ОМ, соответственно), рекомендуются также для обработки жаропрочных и коррозионно-стойких сталей и сплавов.
Значительное влияние на физико-механические и эксплуатационные свойства твердых сплавов, в том числе, на основе WC-Co, оказывает размер зерен твердой фазы. В сплавах нормальной зернистости средний размер зерен WC составляет 2-3 мкм. При одинаковом содержании кобальта уменьшение среднего размера зерен приводит к увеличению твердости и износостойкости при незначительном уменьшении прочности.
Титановольфрамовые или титановольфрамокобальтовые (ТК) твердые сплавы WC-TiC-Co (двухкарбидные) предназначены для обработки сталей и цветных металлов (латуней), дающих при резании сливную стружку. По сравнению с твердыми сплавами ВК на основе WC-Co, они обладают большей стойкостью к окислению, твердостью и теплостойкостью, меньшими значениями тепло- и электропроводности, модуля упругости.
Карбиды вольфрама и титана, составляющие основу твердых сплавов, обладают высокой природной теплостойкостью. Теплостойкость сплавов группы ТК составляет: Т5К10 - 1100єС, Т14К8 и Т30К4 - 1150єС. Цифра, стоящая после буквы К, означает процентное содержание кобальта, цифра за буквой Т - содержание TiC, остальное - WC. Увеличение содержания в твердом сплаве карбидов вольфрама и титана при соответствующем уменьшении содержания кобальта ведет к повышению теплостойкости твердых сплавов.
Сплавы Т30К4 и Т15К6 применяются при чистовой и получистовой обработке сталей с высокими скоростями резания и малыми нагрузками на инструмент, а сплавы Т5К10 и Т5К12 предназначены для работы в тяжелых условиях ударных нагрузок с пониженной скоростью резания.
Титанотанталовольфрамовые или титанотанталовольфрамокобальтовые (ТТК) твердые сплавы WC-TiC-TaC-Co (трехкарбидные) отличаются повышенной прочностью и высокой твердостью (в том числе при температурах 600-800С). В обозначениях сплавов этой группы цифры, стоящие за буквами ТТ, означают суммарное содержание карбидов титана и тантала, остальное - WC.
Сплавы группы ТТК по применяемости являются универсальными и их можно использовать как при обработке стали, так и при обработке чугуна. Основная область применения трехкарбидных сплавов - резание с очень большими сечениями среза в условиях точения и строгания, а также обработка с тяжелыми ударами. В этих случаях повышенная прочность, обусловленная наличием карбидов тантала, компенсирует их пониженную теплостойкость.
Приведенные выше обозначения марок твердых сплавов, изготовляемых в России, отражают химический состав данных сплавов. Зарубежные фирмы, как правило, присваивают выпускаемым ими твердым сплавам обозначения, содержащие информацию об областях применения той или иной марки.
Обозначения вольфрамовых твердых сплавов:
Международная организация стандартов ISO (ИСО) предложила систему классификации твердых сплавов, согласно которой все твердые сплавы делятся на группы применяемости в зависимости от материалов, для обработки которых они предназначены. Эта система выделяет: группу твердых сплавов P - для обработки материалов, дающих сливную стружку; группу сплавов K - для обработки материалов, дающих элементную стружку и промежуточную группу сплавов - M.
Чем больше индекс подгруппы применения, тем ниже износостойкость твердого сплава и допустимая скорость резания, но выше прочность (ударная вязкость), допустимая подача и глубина резания. Таким образом, малые индексы соответствуют чистовым операциям, когда от твердых сплавов требуется высокая износостойкость и малая прочность, а большие индексы соответствуют черновым операциям, когда твердый сплав должен обладать высокой прочностью.
Такая система, несмотря на всю ее условность, сыграла положительную роль, так как изготовители инструмента могут наряду с торговой маркой твердого сплава указать условно область его применения, а потребители - выбирать марку твердого сплава, наиболее близко соответствующую условиям работы.
В последние годы перспективным направлением является создание и использование безвольфрамовых твердых сплавов (БВТС). Интенсивные исследования в этом направлении проводятся во всем мире. Наиболее развито производство безвольфрамовых твердых сплавов в Японии (около 40% от общего объема выпуска твердых сплавов), в США, в странах Европы.
Безвольфрамовые твердые сплавы, как и вольфрамосодержащие сплавы, являются продуктами порошковой металлургии, однако в качестве твердой износостойкой фазы в них используются карбид и карбонитрид титана, обладающие высокой твердостью, износо- и окалиностойкостью. В качестве цементирующего металла применяется никель, а для улучшения смачивания карбидной фазы в процессе спекания расплавленной связкой и, одновременно, для снижения хрупкости БВТС в их состав вводится молибден и ниобий.
В России наиболее перспективными с точки зрения практического применения проявили себя безвольфрамовые сплавы ТН20, КНТ16 и ЛЦК20. Сплав марки ТВ4 на основе карбонитрида титана содержит в молибдено-никелевой связке 8-9% вольфрама для повышения его прочности и по сути является маловольфрамовым. Новая группа сплавов ЦТУ и НТН30 имеет повышенную эксплуатационную надежность и расширенную область применения за счет легирования вольфрамом и карбидами титана и ниобия соответственно.
Указанные сплавы предназначены для замены вольфрамосодержащих твердых сплавов группы ТК на операциях точения и фрезерования сталей (области применения Р20-Р30). Однако в целом, несмотря на экономию дорогостоящего вольфрама, БВТС могут служить равноценной заменой вольфрамовых твердых сплавов только при строго определенных условиях обработки, а значительная нестабильность свойств и низкая циклическая прочность не дают возможность рекомендовать их в качестве инструментальных материалов для автоматизированного производства.
Режущая керамика (РК) - это высокая твердость и прочность на сжатие, сохраняет свои свойства при высоких температурах, повышенная износостойкость и стойкость к окислению, но существенно более низкая прочность на изгиб по сравнению с твердыми сплавами.
Режущие керамические материалы можно разделить на четыре группы: 1) оксидная (белая керамика) на основе Al2O3,
- 2) оксикарбидная (черная керамика) на основе композиции Al2O3-TiC,
- 3) оксиднонитридная (кортинит) на основе Al2O3-TiN,
- 4) нитридная керамика на основе Si3N4.
Каждая из этих групп имеет свои особенности, как в технологии изготовления, так и в области применения, обусловленные, в первую очередь, составом и структурой материала. Уменьшение размера зерна и пористости минералокерамики приводит к росту износостойкости, прочности и твердости материала.
Отечественными марками оксидной РК являются ЦМ-332, ВО-13, ВО-18, ВШ-75. В отличие от быстрорежущих сталей и твердых сплавов маркировка РК не отражает ее состав. Согласно производственной практике оксидная керамика предпочтительнее при точении заготовок из незакаленных конструкционных сталей и ферритных ковких чугунов (НВ < 230) при скоростях резания свыше 250 м/мин.
Твердость РК различных марок составляет HRA 93-96, прочность - 400-950 МПа. Такой широкий диапазон основных свойств определяется различным содержанием карбидов и нитридов, а также размером зерен.
Сравнительные характеристики свойств карбидов показали, что наиболее перспективным из них является карбид титана, который обладает высокой твердостью, износостойкостью, достаточной теплопроводностью и упругими свойствами, широко применяется как основа инструментальных материалов. Кроме того, он недефицитен и легко получается восстановлением оксида сажей.
На основании вышесказанного карбид титана был выбран в качестве упрочняющей добавки к оксиду алюминия. Исследование его влияния на свойства оксидно-карбидной композиции позволило выбрать состав и разработать технологию сплава ВОК-71. Состав ВОК-71 состоит из основы Al2O3 с добавкой 20% TiC. По твердости он не уступает сплаву ВОК-63, а по прочности его превосходит. При резании чугуна и стали разной твердости смешанная керамика ВОК-71 показала преимущество перед другими сплавами.
Параллельно с совершенствованием оксидно-карбидных керамических материалов разрабатывались новые марки режущей керамики на основе нитрида кремния. На базе оксидного керамического материала ВШ-75 был разработан керамический материал ОНТ-20 (кортинит).
Кортинит - оксидно-нитридная РК, в состав которой входит мелкодисперсный нитрид титана. Адгезионное взаимодействие кортинита с обрабатываемым материалом менее интенсивное, чем у оксидно-карбидных керамических материалов.
Положительные свойства нитрида титана позволили создать нитридную режущую керамику. По своим свойствам композиция на основе нитрида кремния несколько уступает оксидно-карбидной керамике, однако такой керамический материал имеет высокую прочность на изгиб и низкий коэффициент термического расширения, что выгодно отличает его от ранее рассмотренных типов РК.
Нитридная РК имеет твердость HRC 86-95, предел прочности на растяжение 600-950 МПа, ударную вязкость и теплопроводность выше, чем другие типы керамики. Преимуществом нитридной РК является тот факт, что при температуре 790-900єС ее твердость выше, чем твердость оксидно-карбидной и оксидной РК.
Предпочтительной областью применения нитридной РК является обработка чугунов и жаропрочных сплавов. Для обработки сталей эта РК не рекомендуется из-за высокой интенсивности диффузионного износа. Скорости резания при обработке чугуна сиалоном достигают 1500 м/мин.
Проводятся работы по созданию композиций нитридной РК с карбидами. Например, добавка 20% TiC позволяет на 50% повысить ударную вязкость и твердость, что в свою очередь дает возможность использовать более высокие значения подачи и скорости резания (до 1800 м/мин). Такие композиции рекомендуются прежде всего для обработки никелевых сплавов.
Причинами, сдерживающими широкое применение керамики в металлообработке, являются: низкая прочность, высокая хрупкость, значительная чувствительность к локальным напряжениям и дефектам структуры. Поэтому основная проблема при создании новых керамических материалов - повышение прочности.
В последние годы большое внимание специалистов в области РК уделяется разработке армированной керамики. В качестве армирующего элемента для РК чаще всего используют нитевидные кристаллы карбида кремния SiC (имеющие прочность до 4000 МПа) длиной 20-30 мкм и диаметром до 1 мкм. Отмечается, что подобное армирование позволяет повысить вязкость оксидной РК в 1,5 раза без существенного снижения твердости.
Достаточно длинные кристаллы (в 2 и более раз превышающие размеры зерен матрицы) служат мостиками между зернами, повышая их стабильность под действием нагрузки. Кроме того, разность коэффициентов теплового расширения кристаллов SiC и основы создает при нагреве благоприятные сжимающие напряжения, которые компенсируют напряжения растяжения, возникающие в СМП в процессе резания.
Армированную РК можно применять при прерывистом точении и фрезеровании. Поскольку режущий инструмент из армированной керамики является дорогим, его применение экономически эффективно только в определенных областях, например при обработке заготовок из жаропрочных никелевых сплавов, а также закаленных сталей и чугунов.
Сверхтвердые инструментальные материалы (СТМ) - это инструментальные материалы, имеющие твердость по Виккерсу при комнатной температуре свыше 35 ГПа. Сверхтвердые материалы (СТМ), используемые для оснащения металлорежущих инструментов, разделяются на две основные группы:
- § СТМ на основе углерода - естественные и искусственные (поликристаллические) алмазы;
- § СТМ на основе нитрида бора (композиты).
Эти две группы СТМ имеют разные области применения, что обусловлено различием их физико-механических свойств и химического состава.
Природные алмазы обладают целым рядом важных свойств, необходимых для инструментальных материалов. Твердость природных алмазов выше твердости любого природного или синтетического материала. Они имеют низкий коэффициент трения, высокую теплопроводность. При заточке алмазных инструментов обеспечивается радиус округления режущей кромки в пределах долей микрометра, поэтому возможно получение практически идеально острой и прямолинейной режущей кромки, что особенно важно при прецизионной обработке.
Недостатками природных алмазов являются: анизотропия свойств, низкая прочность, сравнительно низкая (700-750єС) теплостойкость и химическая активность к сплавам на основе железа при повышенных температурах, а также высокая стоимость.
Указанные свойства природных алмазов определяют область их эффективного использования: прецизионная обработка деталей из цветных металлов и неметаллических материалов. В частности, алмазные инструменты с радиусом округления режущей кромки 5-6 мкм используются при обработке металлических зеркал, дисков памяти и деталей оптоэлектроники с глубинами резания 12-20 мкм.
Ограниченные запасы природных алмазов, а также их высокая стоимость вызвали необходимость разработки технологии синтетических алмазов. Условия получения синтетических алмазов заключаются в воздействии на алмазообразующий материал, содержащий углерод (графит, сажа, древесный уголь). Воздействие происходит при давлении 60 000 атмосфер при температуре 2000-3000єС, что обеспечивает подвижность атомов углерода и возможность перестройки структуры графита в структуру алмаза.
Синтетические алмазы для режущих инструментов имеют, как правило, поликристаллическую структуру. Примерами отечественных поликристаллических алмазов (ПКА) являются АСПК (карбонадо) и АСБ (баллас). Микротвердость поликристаллических алмазов в среднем такая же, как природных монокристаллов (56-102 ГПа), но диапазон изменения ее у ПКА шире. Плотность синтетических балласа (АСБ) и карбонадо (АСПК) выше, чем плотность природных монокристаллов алмаза, что объясняется наличием определенного количества металлических включений.
Синтетические и природные алмазы нельзя противопоставлять друг другу, они дополняют друг друга и каждый из них имеет свои оптимальные области применения. Но и синтетические и природные алмазы не рекомендуется применять для обработки материалов и сплавов, содержащих железо, что объясняется большим физико-химическим сродством черных металлов и алмаза.
Природных соединений нитрида бора (BN) не существует. Получаемые искусственным путем модификации нитрида бора по виду кристаллической решетки разделяются на графитоподобный, вюртцитный и кубический нитрид бора (КНБ). Плотные модификации BN различаются технологией изготовления, структурой и физико-механическими свойствами.
Примерами отечественных СТМ на основе нитрида бора являются композит 01 (эльбор), композит 02 (белбор), СКИМ-ПК, Петбор, КП3. Наиболее известные зарубежные материалы этой группы - киборит, Wurbon, Borazon, Amborite, Sumiboron.
СТМ на основе BN применяются, в основном, для обработки закаленных сталей (HRC>45) и чугунов (HB>230) с повышенными скоростями резания, и лезвийная обработка с помощью BN во многих случаях более эффективна, чем шлифование.

Рисунок 3 - Классификация СТМ
Таким образом, СТМ представлены двумя направлениями: на основе углерода и на основе нитрида бора. Твердость поликристаллических алмазов выше, чем твердость композитов, а теплостойкость в 1,5-3 раза ниже. Композиты практически инертны к сплавам на основе железа, а алмазы проявляют к ним значительную активность при высоких температурах и контактных давлениях, имеющих место в зоне резания. Поэтому режущие инструменты из композитов применяют главным образом при обработке сталей и чугунов, а алмазные инструменты - при обработке цветных металлов и сплавов, а также неметаллических материалов.
Возможность внедрения сверхтвердых материалов в настоящее время сдерживается состоянием оборудования. Только около 50% существующих станков могут обеспечить требуемый уровень скоростей резания, около 25% станков нуждаются в модернизации и около 25% непригодны для использования инструментов, оснащенных СТМ.
С другой стороны возможность реализации оптимальных для СТМ высоких скоростей резания на новом оборудовании, обладающем необходимыми характеристиками по мощности, жесткости и виброустойчивости, обеспечивает значительное повышение производительности металлообработки.
Абразивные материалы - это зерна абразивного материала с острыми кромками служат режущими элементами шлифовальных инструментов. Подразделяются на естественные и искусственные. К естественным абразивным материалам относятся такие минералы, как кварц, наждак, корунд и др. В промышленности наиболее распространенными являются искусственные абразивные материалы: электрокорунды, карбиды кремния и бора. К искусственным абразивным материалам относятся также полировально-доводочные порошки - оксиды хрома и железа.Особую группу искусственных абразивных материалов составляют синтетические алмазы и кубический нитрид бор, которые являются наиболее перспективными, так как обладают максимальной твердостью (алмаз) и термостойкостью (КНБ).
Инновационное направление
Перспективной является нанотехнология в производстве режущих инструментов. Согласно экспертному прогнозу, доля использования нанотехнологий на российском рынке для моноинструментов составляет сейчас 63%, а для сборного 6%.
Перспективные нанотехнологии в производстве обрабатывающего инструмента.
Режущие инструменты работают в условиях значительных силовых нагрузок, высоких температур, трения и износа. Поэтому инструментальные материалы должны обладать определенными эксплуатационными физико-механическими свойствами. Материал режущей части инструмента должен иметь большую твердость и высокие значения допустимых напряжений на изгиб, растяжение, сжатие, кручение. Твердость материала режущей части инструмента должна значительно превышать твердость материала обрабатываемой заготовки.
Высокие прочностные свойства необходимы для того, чтобы инструмент обладал сопротивляемостью соответствующим деформациям в процессе резания, а достаточная вязкость материала позволяла бы воспринимать ударную динамическую нагрузку, возникающую при обработке заготовок из хрупких материалов или с прерывистой обрабатываемой поверхностью. Инструментальные материалы должны обладать высокой красностойкостью, т.е. сохранять большую твердость и режущие свойства при высоких температурах нагрева. Важнейшей характеристикой материала режущей части инструмента служит износостойкость. Чем выше износостойкость, тем медленнее изнашивается инструмент и выше его размерная стойкость. Это значит, что заготовки, последовательно обработанные одним и тем же инструментом, будут иметь минимальное рассеяние размеров обработанных поверхностей. В целях повышения износостойкости на режущую часть инструментов специальными методами наносят одно- и многослойные покрытия из карбидов вольфрама, нитридов титана. Материалы для изготовления инструментов должны по возможности иметь наименьшее процентное содержание дефицитных элементов.
2. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Углеродистые инструментальные стали содержат 1,0 ... 1,3 % С. Для изготовления инструментов применяют качественные стали У10А, УНА, У12А. После термической обработки стали (HRC э 60 ... 62) имеют красностойкость 200 ... 240 °С. При этой температуре твердость стали резко уменьшается и инструменты не могут выполнять работу резания. Допустимые скорости резания не превышают 0,2 ... 0,3 м/с. Из этих сталей изготовляют метчики, плашки, ножовочные полотна, сверла и зенкеры малых диаметров.
Легированные инструментальные стали - это углеродистые инструментальные стали, легированные хромом (X), вольфрамом (В), ванадием (Ф), кремнием (С) и другими элементами. После термообработки легированные стали (НКС Э 62 ... 64) имеют красностойкость 220 ... 260 °С. Легированные стали по сравнению с углеродистыми имеют повышенную вязкость в закаленном состоянии, более высокую прокаливаемость, меньшую склонность к деформациям и появлению трещин при закалке. Допустимая скорость резания 0,25 ... 0,5 м/с. Для изготовления протяжек, сверл, метчиков, плашек, разверток используют стали 9ХВГ, ХВГ, ХГ, 6ХС, 9ХС.
Быстрорежущие стали содержат 5,5 ... 19 % W, 3,8 ... 4,4 % С, 2 ... 10 % Со и V. Для изготовления инструментов используют стали Р9, Р12, Р18, Р6МЗ, Р6М5, Р9Ф5, Р14Ф2, Р9К5, Р9К10, Р10К5Ф2. Режущий инструмент из быстрорежущей стали после термической обработки (НКСЭ 62 ... 65) имеет красностойкость 600 ... 640 °С и обладает повышенной износостойкостью;
он может работать со скоростями резания до 2 м/с.
Сталь Р9, например, рекомендуют для изготовления инструментов простой формы (резцов, фрез, зенкеров). Кобальтовые быстрорежущие стали Р9К5, Р18К5Ф2, Р9К10 применяют для обработки труднообрабатываемых материалов в условиях прерывистого процесса резания. Ванадиевые быстрорежущие стали Р9Ф5, Р14Ф4 рекомендуют для изготовления инструментов, предназначенных для чистовой обработки (протяжки, развертки, шеверы). Их применяют для обработки труднообрабатываемых материалов при срезании стружек малого поперечного сечения.
Вольфрамомолибденовые стали Р9М4, Р6МЗ используют для инструментов, работающих в условиях черновой обработки и для изготовления протяжек, долбяков, шеверов, фрез.
Для экономии быстрорежущих сталей режущий инструмент изготовляют сборным или сварным. Режущую часть инструмента делают из быстрорежущей стали, которую сваривают с присоединительной частью из конструкционных сталей 45, 50, 40Х. Часто используют пластинки из быстрорежущей стали, которые приваривают к державкам или корпусам инструментов.
3. ТВЕРДЫЕ СПЛАВЫ
Твердые сплавы - это твердый раствор карбидов вольфрама, титана и тантала (WC, TiC, TaC) в металлическом кобальте (Со). Твердые сплавы применяют в виде пластинок определенных форм и размеров, изготовляемых порошковой металлургией. Пластинки предварительно прессуют, а затем спекают при температуре 1500... 1900 °С.
Твердые сплавы делят на группы: вольфрамовую - ВК2, ВКЗ, ВКЗМ, ВК4, ВК4В, ВК6М, ВК6, ВК6В, ВК8, ВК8В, ВК10, ВК15, ВК20, ВК25; титановольфрамовую - ТЗОК4, Т15К6, Т14К8, Т5К10, Т5К12В; титанотанталовольфрамовую - ТТ7К12, ТТ10К8Б. Пластинки твердого сплава (HRA, 86 ... 92) обладают высокими износостойкостью и красностойкостью (800 ... 1250 °С), что позволяет вести обработку со скоростями резания до 15 м/с. Пластинки припаивают к державкам или корпусам инструментов медными, латунными припоями или крепят механическим способом.
В промышленности применяют многогранные неперетачиваемые твердосплавные пластинки (трех-, четырех-, пяти-, шестигранные), которые крепят механическим способом. После изнашивания одной из режущих кромок такой пластинки в работу вводят следующую. Недостаток твердых сплавов - пониженная пластичность.
Твердые сплавы группы ВК используют для обработки заготовок из хрупких металлов, пластмасс, неметаллических материалов; сплавы группы ТВК - для обработки заготовок из пластичных и вязких металлов и сплавов. Мелкозернистые твердые сплавы ВК6М применяют для обработки заготовок из труднообрабатываемых коррозионно-стойких и жаропрочных сталей и сплавов, твердых чугунов, бронз, закаленных сталей, сплавов легких металлов, сплавов титана, фарфора, керамики, стекла, ферритов. Трехкар-бидные сплавы ТТК отличаются от групп сплавов ВК и ТВК повышенными износостойкостью, прочностью и вязкостью. Их применяют для обработки заготовок из труднообрабатываемых сталей аустенитного класса.
4. СИНТЕТИЧЕСКИЕ
СВЕРХТВЕРДЫЕ И
КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Эффективность обработки заготовок на автоматических линиях, станках с ЧПУ, многоцелевых станках, в гибких производственных модулях и системах в значительной степени зависит от материалов режущей части инструментов. Высокая эффективность работы этих систем обеспечивается применением новых сверхтвердых материалов и керамики.
В настоящее время инструментальная промышленность выпускает материалы на основе нитрида бора (композиты) и на основе оксида алюминия (керамика).
Существует большое разнообразие сверхтвердых материалов (СТМ) на основе плотных модификаций нитрида бора. Группы СТМ различаются технологией производства, структурами и физико-механическими свойствами.
СТМ на основе фазового превращения графитоподобного нитрида бора в кубический. Производят композит 01 (эльбор) в композит 02 (белбор). Применяют для тонкого и чистового точения резцами в условиях безударной нагрузки и торцового фрезерования закаленных сталей и чугунов любой твердости, твердых сплавов с содержанием кобальта более 15 %.
СТМ на основе частичного или полного превращения вюрцитного нитрида бора в кубический. Производят композит 01 (гексанит-Р) и модификации композита 09-ПТНБ (поликристалл твердого нитрида бора), ПТНБ-ИК и др. Гексанит-Р и пластины из композита 10Д (композит 10 на подложке из твердого сплава) применяют для предварительного и окончательного точения и торцового фрезерования сталей и чугунов любой твердости, твердых сплавов в условиях безударной или ударной динамической нагрузки (наличие на обрабатываемой поверхности отверстий, пазов, ребер).
СТМ на основе спекания частиц кубического нитрида бора (КНБ). Производят композит 05, киборит и ниборит. Используют следующие технологии изготовления: вдавливание частиц КНБ в металлическую матрицу; спекание зерен КНБ с зернами связки; спекание в условиях химического взаимодействия зерен КНБ со связкой.
Композит 05 применяют для предварительного и чистового точения и торцового фрезерования закаленных деталей из чугунов любой твердости с наличием поверхностной литейной корки.
Инструментальные керамические материалы можно разделить на группы, различающиеся химическим составом, методом производства и областями рационального использования.
Оксидная "белая" керамика, состоящая из А1 2 О 3 с легирующими добавками MgO, ZrO 2 и др. Марки керамики: ЦМ332, ВО-13. Применяют для чистовой и получистовой обработки незакаленных сталей и серых чугунов со скоростями резания до 15 м/с.
Оксидно-карбидная "черная" керамика, состоящая из Al 2 O 3 (до 60 %), TiC (20 ... 40 %), ZrO 2 (20 ... 40 %) и других карбидов тугоплавких металлов. Марка керамики ВОК-60. Применяют для чистовой и получистовой обработки ковких, высокопрочных и отбеленных модифицированных чугунов и закаленных сталей.
Керамика на основе нитрида кремния с легированием оксидами иттрия, циркония, алюминия. Марка силинит-Р, получаемая способом горячего прессования. Применяют для получистовой обработки чугунов.
Основным направлением конструирования инструментов из СТМ и керамики является создание резцов и фрез с механическим креплением цельных и двухслойных круглых и многогранных режущих пластин.
Высокие эксплуатационные характеристики режущих инструментов в значительной степени зависят от качества материала, из которого эти инструменты изготовлены. Материалы, предназначенные для режущих инструментов , должны по ряду показателей значительно превосходить материалы, применяемые в машиностроении для изготовления различных деталей.
Основные требования к инструментальным материалам следующие:
1. Инструментальный материал должен иметь высокую твердость - не менее 63... 66 НRС по Роквеллу (шкала С).
2. При резании металлов выделяется значительное количество теплоты и режущая часть инструмента нагревается. Температура рабочих поверхностей и режущих кромок инструмента может достигать нескольких сот градусов. Необходимо, чтобы при значительных температурах резания твердость поверхностей инструментов существенно не уменьшалась.
Способность материала сохранять высокую твердость при повышенных температурах и исходную твердость после охлаждения называется теплостойкостью.
Инструментальный материал должен обладать высокой теплостойкостью.
3. Наряду с теплостойкостью, инструментальный материал должен иметь высокую износостойкость при повышенной температуре, т. е. обладать хорошей сопротивляемостью истиранию обрабатываемым материалом.
4. Важным требованием является высокая прочность инструментального материала . Если высокая твердость материала рабочей части инструмента сопровождается значительной хрупкостью, это приводит к поломке инструмента и выкрашиванию режущих кромок.
5. Инструментальный материал должен обладать технологическими свойствами, обеспечивающими оптимальные условия изготовления из него инструментов.
Для инструментальных сталей ими являются :